
IBC Automation Equipment & Machinery
SNK Industries manufactures 18 specialized automation machines — covering every step of IBC ton barrel production with zero manual intervention throughout the entire process.

IBC Ton Frame Forming Equipment
The equipment mainly consists of our company's frame mesh welding equipment and frame forming mechanical truss equipment. In accordance with the requirements of the frame forming process, the forming equipment is composed of a frame bending machine, a frame locking machine, and a frame punching machine. According to requirements, it is connected to a truss manipulator to realize automated production. Throughout the process, the bending, locking, and punching procedures are automatically completed after the manipulator places the materials, with no manual assistance required.
Contact Us
Full-automatic Tube Arranging Machine
As the pre-supporting equipment for the high-speed mesh welding machine of IBC ton barrels, it replaces the traditional manual tube placing, realizing the integrated operation of full-automatic conveying, feeding and arranging of long tubes and short tubes. During operation, the equipment conveys long tubes and short tubes respectively through double-layer conveying channels. After being accurately separated by the sorting mechanism, the servo-driven tube arranging manipulator automatically arranges the tubes to the designated stations at preset intervals according to the mesh specifications. After the tube arrangement is completed, it is directly connected to the high-speed mesh welding machine without manual transfer and placement. Compared with the traditional manual tube arranging, the production efficiency of this equipment is increased by more than twice. It can complete the tube arranging operation of 80–90 sets of meshes per hour, which is fully suitable for the subsequent high-speed welding requirements.
Contact Us
IBC Tank Frame Automatic welding Machine
This equipment consists of a mesh sheet placing frame and a mesh sheet welding system. It adopts a relatively advanced integrated dual-mode welding design, increasing the number of welding points from 6 in the previous single-row welding machine to 12. It can weld two rows of materials at a time, which greatly improves the mesh sheet welding efficiency and ensures that one mesh sheet can be welded within 45–50 seconds. The entire machine is controlled by a human-machine interface (HMI) combined with PLC programming, featuring a high level of automation. The equipment is equipped with six sets of 300KVA medium-frequency transformers and Six sets of medium-frequency controllers, and realizes the function of welding IBC ton barrel mesh sheets through electrode butt welding. The material placing cart adopts a six-linkage synchronous lifter, which ensures stable material change operation and accurate welding positioning.
Contact Us
Automatic Mesh Sheet Flaring, Necking and Punching Machine
As the pre-supporting equipment for the automatic mesh bending machine, it realizes the automatic connection of mesh processing procedures such as automatic punching, flaring and necking without manual intervention. During operation, the flat mesh sheets welded and formed by the high-speed mesh welding machine are automatically sent to the station by the conveying mechanism. First, the automatic flaring and necking on both sides of the mesh sheet are completed, and at the same time, the automatic punching and forming of the tie rod holes on the mesh sheet are realized. The three processes are integrated into one, without manual transfer or secondary positioning. Compared with traditional manual operations, this equipment improves production efficiency and can process 80–90 mesh sheets per hour.
Contact Us
Mesh Welder Bidirectional Material Taking Manipulator
As a supporting equipment for the mesh welding machine, it realizes bidirectional synchronous material picking and feeding through the drive of a servo motor combined with high-precision sensors. After the mesh welding machine finishes welding a batch of meshes, the manipulator can pick up materials from both sides of the welding machine simultaneously and quickly transfer them to the next process (such as an automatic mesh bending machine). The material picking cycle only takes 8–10 seconds per time. Its advantages lie in no need for manual intervention, thus avoiding potential safety hazards during manual material picking. Moreover, its positioning accuracy reaches ±0.3mm, ensuring no collision or deformation of the mesh during the transfer process. At the same time, it can seamlessly connect with other equipment in the production line, improving the overall production rhythm.
Contact Us
Automatic welding machine for IBC ton barrel frame base
This equipment consists of a gripping manipulator and a chassis welding system. It adopts a new-type copper bar layout, featuring a short path and low current loss. Compared with the previous generation, the overall power consumption of the equipment has been reduced by 10%. It is equipped with one set of 280KVA medium-frequency transformer, one set of 300KVA medium-frequency transformer, and two sets of Shangke 1200 (Guolong 900A optional) medium-frequency controllers. It realizes the welding function of IBC tote chassis frames through electrode butt welding. The entire machine is controlled by a human-machine interface (HMI) combined with PLC programming, featuring a high level of automation. It is equipped with a manipulator for automatic loading and unloading, reducing the need for personnel allocation. A four-corner positioning mold is used to position materials, which improves welding precision and prevents material deformation during the welding process.
Contact Us
Automatic Vertical Double Bending Machine
This equipment is composed of a machine frame and four sets of bending systems: the two sets on the left are identical, the two sets on the right are also identical, and the left two sets are arranged symmetrically with the right two sets. A three-axis hydraulic synchronization mechanism enables the front-back, left-right, and up-down movement of the bending modules. Cooperating with the bending oil cylinder (which pushes the rotating bending mechanism to rotate), the equipment realizes the bending of mesh sheets. The bending process starts with the two outer sets of the machine frame, followed by the two inner sets of the machine frame, ultimately forming a rectangular metal frame. Partial machining is performed on the equipment frame to ensure high bending precision, stable and efficient operation, with one frame being bent every 30 seconds. A special bending balance system is adopted to ensure the diagonal dimensions of the frame.
Contact Us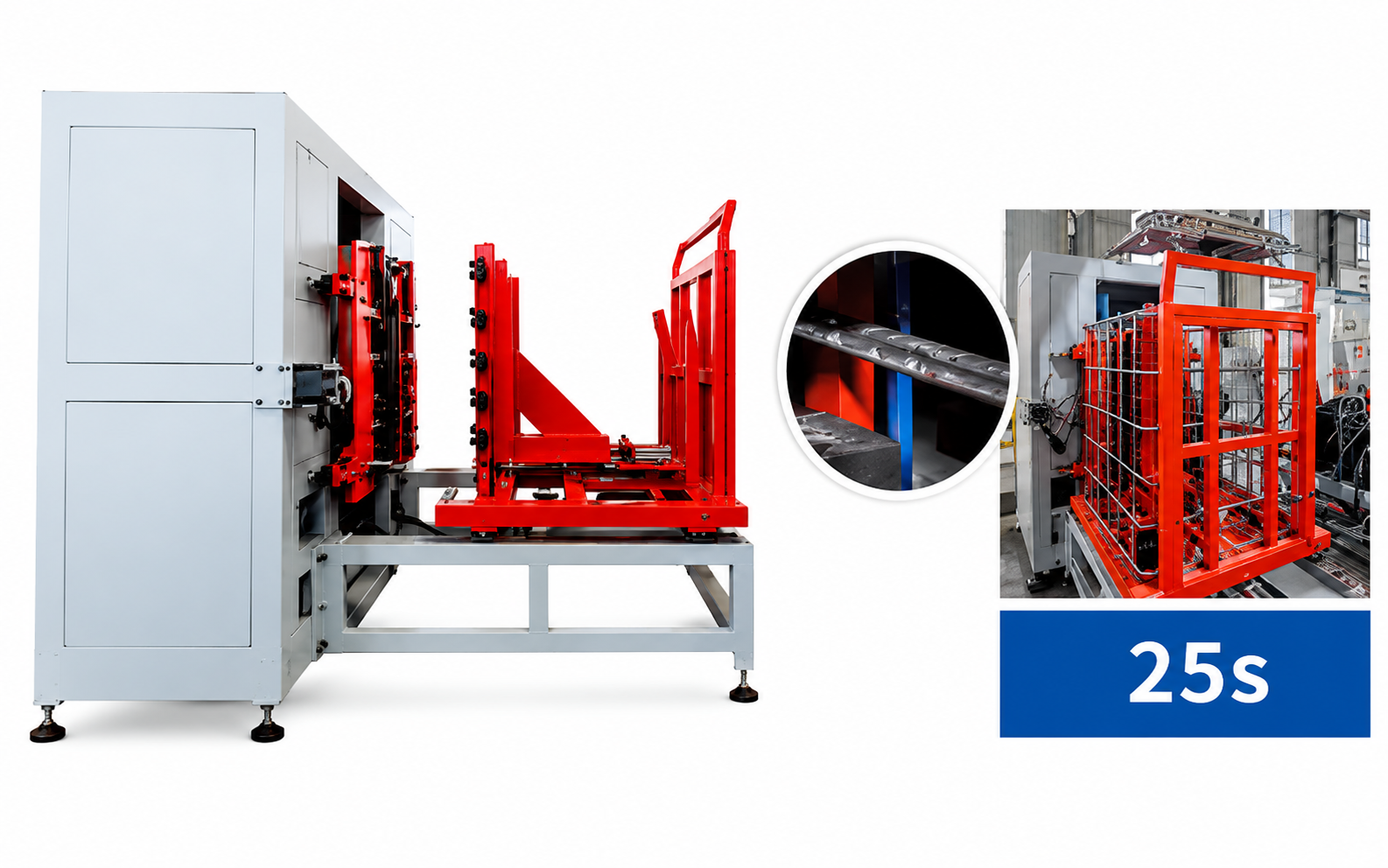
Automatic Locking Machine
This equipment consists of a frame and a hydraulic system. The hydraulic synchronization mechanism enables the movement of the locking module. Simply place the frame on the positioning mechanism by the manipulator, and the locking action will be completed automatically. The equipment frame undergoes partial machining, ensuring high insertion precision, strong locking fastness, stable and efficient operation. The entire machine is controlled by a human-machine interface (HMI) combined with PLC programming, featuring a high level of automation. It is equipped with a manipulator for automatic loading and unloading, reducing the need for personnel allocation. It can meet the requirements of locking different pipes without needing mold blocks, and mold replacement is convenient. Maximum Working Height: 1036mm | Loading Method: Automatic Clamping & Plug-in | Locking Shape: Circular Outer Side, Inverted Tooth Buckle Inner Side | Locking Pressure: Hydraulic/Pneumatic | Locking Efficiency: 25s.
Contact Us
Automatic Punching Machine
Partial machining is applied to the equipment frame, ensuring high equipment precision, stable operation, and high efficiency. The entire machine is controlled by a human-machine interface (HMI) combined with PLC programming, featuring a high level of automation. It can be equipped with a manipulator for automatic loading and unloading, reducing the need for personnel allocation. It can meet the requirements of flattening and punching without the need for mold blocks, and mold replacement is convenient. Working Dimension: 1200×1000 (±3mm) | Loading Method: Automatic/Manual | Punching Hole Diameter: Φ8mm–20mm | Punching Efficiency: 20s | Punching Pressure Source: Hydraulic | Punching Hole Shape: Circular with Reinforced Flange.
Contact Us
Triple manipulator
This equipment is a "multi-functional transporter" in the production line. It integrates three independent mechanical arms, which can simultaneously grasp and transfer materials for three different processes, such as taking bent mesh sheets from the automatic mesh bending machine, taking chassis components from the flattening and punching machine, and feeding materials to the frame assembly line. Each mechanical arm is driven by pneumatics, with an adjustable gripping force (50–500N) and a positioning accuracy of ±0.2mm.
Contact Us
IBC ton barrel frame assembly line
As the core assembly link of the production line, it adopts a roller conveyor design, breaking down the frame assembly into multiple stations (such as mesh splicing, lock installation, chassis connection, etc.), with each station equipped with special tooling fixtures and auxiliary equipment. The frames pass through each station in sequence on the assembly line, completing the assembly from individual components to a complete frame. The speed of the assembly line is adjustable (0.5–1m/min), and it can assemble 20–25 sets of frames per hour. Its advantages lie in realizing modular assembly, where each station focuses on a single process, improving assembly accuracy and efficiency. Moreover, it is equipped with a station fault alarm system. When a problem occurs at a certain station, the assembly line automatically pauses to prevent unqualified products from flowing into the next link.
Contact Us
Automatic Frame Sub-station Machine
It is used to divert the assembled frames according to the needs of subsequent processes. For example, some frames are sent to the inner liner framing station, and some are sent to the inspection station. The equipment identifies the specifications and status of the frames through photoelectric sensors, and then the servo motor-driven diversion mechanism guides the frames to different conveying channels (3–5 diversion channels can be set), with a diversion speed of 30–35 sets per hour. Its advantages are that the diversion accuracy reaches 100%, avoiding the problems of wrong division and mixed division during manual diversion; and it can flexibly adjust the diversion priority according to the production capacity of the production line. When a subsequent station is busy, it automatically guides the frames to the idle station to balance the load of each process.
Contact Us
Inner liner shaping and cooling line
Its advantages lie in good shaping effect, with the inner liner's dimensional error ≤±1%, and high cooling efficiency. It only takes 8–10 minutes for the inner liner to cool down from the forming temperature (about 180°C) to room temperature, which significantly shortens the inner liner forming cycle. At the same time, there are no scratches during the cooling process, ensuring the appearance quality of the inner liner.
Contact Us
IBC ton barrel automatic valve welding machine
This equipment consists of a frame and a hydraulic system. The movement of the locking module is realized through a hydraulic synchronization mechanism. It only requires a manipulator to place the frame on the positioning mechanism, and then the locking action is completed automatically. It is used for installing discharge valves into inner containers and completing welding. The equipment fixes the inner container and the valve with pneumatic clamping jaws, and adopts ultrasonic welding technology (welding frequency: 20–40kHz) to achieve sealed welding between the valve and the inner container. The welding time is 55 seconds per unit, and the pressure for tightness testing after welding is 0.3–0.9MPa to ensure no leakage. The welding qualification rate reaches 99.9%, which reduces the cost of subsequent leak detection and rework.
Contact Us
IBC ton barrel full-automatic leak detector
The equipment's detection speed is 55 seconds per unit. Its advantages include high detection accuracy, capable of identifying tiny leaks smaller than 0.1mm, and automatic storage of detection data (able to store over 100,000 detection records), facilitating quality traceability. Meanwhile, ton barrels that fail the detection are automatically marked and diverted to the repair station, preventing unqualified products from leaving the factory.
Contact Us
Inner liner framing and palletizing line
The manipulator accurately places the inner liner into the frame (with a positioning accuracy of ±0.5mm). After the framing is completed, the finished ton barrels are transported to the palletizing station by the conveying mechanism, and the palletizing robot performs automatic palletizing according to the preset mode (such as 4 units per layer and 5 layers stacked). The framing speed is 12–22 sets per hour, and the palletizing speed is 12–15 stacks per hour (20 ton barrels per stack). Its advantages lie in the integration of framing and palletizing, which reduces manual intervention. Moreover, the palletizing is highly neat and the stacking stability is strong, which can directly meet the requirements of warehousing and transportation. At the same time, it supports the palletizing of ton barrels of different specifications, which can be adapted by adjusting the robot parameters.
Contact Us
IBC ton barrel elevator
It is used for material transfer between workstations at different heights in the production line, such as lifting ton barrels from the low-level conveyor line to the high-level storage channel, or lowering semi-finished products from the high-level workstation to the low-level assembly line. The equipment is hydraulically driven, with a customizable lifting height of 3–10m, a load capacity of 1–2T, and a lifting speed of 0.2–0.5m/s. Its advantages include stable operation, with no shaking of the ton barrels during lifting. It is also equipped with dual safety protections (limit protection and overload protection) to avoid safety accidents caused by equipment failures. Moreover, it can be seamlessly connected with the conveyor line, eliminating the need for manual auxiliary transfer and improving the efficiency of material circulation.
Contact Us